
Here at Bookmobile, we bought our first digital presses in 1996, and we are now in our sixth generation. So while offset presses can still be productive after a decade of service or more, our digital presses have had an average life span of about 3-1/2 years. The short productive life of our presses is due partly to rapid technical obsolescence, but it’s also because we were bootstrapping the business. Here’s the story.
(First, a few notes. The term “press” is partly just a marketing term, connoting something more industrial-strength than a printer, even though both may utilize similar imaging technology. Our early printing devices were really just office printers, but our current devices are much larger, faster, and built for high-volume service—real presses. For simplicity, I’ll refer to all of them as presses. Also, this narrative covers just our monochrome presses; the evolution of digital color presses follows a somewhat different trajectory.)
Over the last twenty years, digital printing technology has undergone rapid change. When we first started, digital print quality was adequate for bound galleys and ARCs, but not for real books. The kinds of paper we could print on were limited. Digital presses were flimsy devices, heavy on plastic and stamped metal parts instead of proper machined metal like real presses. Paper jams were constant. Excessive use of silicone oil in the digital print process prevented lamination from sticking to covers, and sometimes interfered with binding glue. All of that has changed: our current generation of Océ monochrome presses are much more productive, produce higher print quality, and are more economical to run than the presses we started out with. But we didn’t get here overnight!
When you are starting a new printing business that is dependent on volume to reach profitability, you either have to 1) invest in expensive high-capacity equipment and be prepared to lose money for a long time until you reach the sales level that pays the cost of the equipment, or 2) bootstrap with cheaper, lower-volume equipment that is not necessarily as productive but has a much lower fixed cost to operate. Not having the capital for option 1, we went for option 2. As it turned out, that was the smart choice: we did $54,000 in business in 1997, our first full year of printing books digitally; doing that amount of work on a $500,000 press would have been financial suicide. What we chose for our first press was a machine based on an interesting concept that seemed like the perfect fit, the TR Microsystems cluster press.

Our TR Microsystems setup. The four connected printers are lined up on the floor in the upper left corner of the image. The controller computer is just to their right on the table.
TR Microsystems Cluster Press
What if instead of printing on one big expensive press you used software to control an array of small cheap presses? That was the TR Microsystems concept. On paper, such a system looked like it could be just as fast as a Xerox Docutech, which was then the dominant industrial-strength digital press. The TR system consisted of a fast workstation with software that rasterized PDF files and connected to several small office presses, which were basically the same as Hewlett Packard Laserjets and were rated at 24 pages per minute. The TR software was great: it processed big files fast and offered great control over the connected presses. The presses themselves, however, had serious deficiencies. Quality was good with a new toner cartridge, but it deteriorated rapidly. Paper supply bins were too small, and on the output side, the pages were flipped over so that page sequence was wrong. We concocted a high-tech solution of cardboard boxes placed just so, so that the sheet ejected out of the press would do a front flip in the air land right-side up. Most of the time, anyway. We spent hours watching the presses to make sure pages landed correctly! The toner for the TR presses was supplied in standard Hewlett Packard cartridges, which didn’t hold enough and were super expensive. We bought them in pallet quantities.
The cost of the toner was not a total surprise, but it brought home the essential fact about digital printing: you will pay many times over what you paid for the press in printing supplies and service. The business model of all digital press manufacturing companies is like selling razors and razor blades. First, you sell an expensive press (the razor), then you sell expensive operating supplies and maintenance (the razor blades). In the industry, the supplies and maintenance charges are called “click costs.” That being the essence of their business, the manufacturers engineer the presses to require the expensive supplies and service. This holds true today: we have service techs working on either our monochrome presses or our color presses every single day. In contrast, offset press manufacturers’ businesses aren’t structured the same way. While they need regular maintenance, offset presses last decades.
A related beef: manufacturers all publish the monthly volume each press is supposedly designed for. The naive new business operator calculates the capacity and capital cost of presses based on these inflated numbers, then is shocked to discover that the actual throughput is a fraction of the published number, if there are any quality requirements at all. These numbers are pure fiction. Of course, any single manufacturer can’t publish realistic numbers, because it the realistic number would be compared with the fictional numbers other manufacturers publish to the honest manufacturer’s disadvantage.
Finally, because they break down so often, printers always have to have redundant presses so that production is not totally halted when a press requires service. So not only is press capacity exaggerated, but buying two machines is essentially a requirement.
Even with our relatively low volume, we outstripped the capacity of the TR system in about a year. The software was great, and if the presses had been adequate it could have been viable for quite a bit longer for us. Since they weren’t, we went shopping again, this time coming up with the Konica 7050.
Konica 7050
The Konica 7050 was a monochrome digital press that was rated at 50 pages per minute, compared with the TR presses’ 24 pages per minute. (By the way, sheetfed digital presses are always rated by the number of 8-1/2″ x 11″ sides they can print in a minute. That translates into roughly double that number of standard book pages per minute, so that a press rated for 24 pages a minute will print 48 6″ x 9″ book pages a minute.) The Konicas worked okay when brand new. After just a few months of use, however, they devolved into extreme unreliability. What we considered acceptable print quality was not what the manufacturer had in mind. As always, the salesperson’s claims about the equipment were exaggerated, we put the gear into production, it didn’t produce as advertised, and then the service department claimed the equipment was never designed to do what the salesperson told us it does. Our Konica service tech virtually lived in our office, fixing the same problems over and over again. We simultaneously hated the presses and felt sorry for the tech. We wore the Konicas out in a couple of years and went shopping again, this time coming up with the Océ 3165.
Océ 3165
The Océ 3165 used a proprietary technology that operated differently than all other digital presses. Most toner-based presses rely on high static charges to transfer the toner, which is basically plastic powder, to the paper, and then melt the toner onto the paper using high heat. Océ Copypress technology uses pressure and low heat to set the toner image on the page, much more similar to the way an offset press works than a regular digital press. The result is much cleaner definition of type and halftone dots. The Océs had much more consistent print quality than the Konicas, and were much better built machines, with a robust steel chassis and finely engineered parts. However, they had two downsides: 1) paper delivery was not designed for large volumes, which meant that the machines required constant tending, which meant we were paying somebody (ourselves, or someone we hired) to do stuff that a properly designed machine does for you, and 2) the Copypress had a dark gray tone to it, rather than rich black. The latter factor actually meant that the resulting pages looked more like they were offset printed—then the standard of quality—than digitally printed, but with larger type sizes they tended to look too light. Overall given the kinds of work we were printing at the time, the 3165s were a step up from the Konicas.

A sheave from one of our Océ 3165s: the inner part of the sheave is supposed to extend out to the yellow lines: the huge number of pages we printed wore the part down (red arrows). The sheave is about an inch in diameter.
Interestingly, Océ continued research and development on the Copypress technology, and it evolved into the the best toner-based monochrome digital press technology out there. More on this later.
Our volume continued to grow. We were told that our two Océ 3165s had produced world-record page volumes for the type: we had reached the practical limits of the machine. We went shopping again. This time we had the sales volume to justify stepping up to a true production machine. We chose the Heidelberg Digimaster.
Heidelberg Digimaster
In the 1990s, the management of Heidelberger Druckmaschinen AG (the German manufacturer known for its precision offset presses) saw the digital handwriting on the wall, and partnered with Kodak to sell high speed digital presses based on Kodak technology. Kodak’s copier and digital press division had always played second fiddle to Xerox, also based in Rochester, New York. No doubt Kodak management saw the relationship with Heidelberg as a way to market their Digimaster toner-based monochrome technology, which was superior to Xerox’s at the time. The Digimasters printed deep deep blacks. Before we made the decision to go with the Digimaster, I had samples printed on five competing digital presses and showed them to customers with critical eyes: without knowing which sample was printed with which press, they all chose the Digimaster-printed pages. As a result, we went with Digimaster. Truth be told, the Digimasters printed too dark: typefaces with light strokes like Bodoni looked as if they were normal weight, while heavier faces looked very dark. While on balance with type the rich black image was a positive, when printing images, processing had to be done on halftones so that shadow areas weren’t completely filled in.
Ultimately we acquired five presses using the Digimaster technology, sold under either the Heidelberg brand or later the Canon brand, which we used for fifteen years, printing hundreds of millions of pages.
Fast growth and the IBM 4100
In 2005, printing volume shot up, and there was no way we could keep up just with the Digimasters printing 220 book pages per minute. We went out on a limb and acquired an IBM 4100, which consisted of five parts: at one end, a rollfeeder on which six-hundred-pound rolls of paper were fed into print engine one, which printed one side of the paper, then a turn bar that flipped the streaming paper web—traveling at 175 feet a minute!—over so that the other side could be printed on print engine two. As the paper web came out of print engine two it fed into a machine that sliced up the paper web into pages and delivered complete book page sets neatly stacked on a conveyor. At 175 feet a minute, the IBM 4100 printed about 1,400 6″ x 9″ book pages per minute. The machine was fast, but click costs were very expensive for a black-and-white press. The quality was too variable as well, and sometimes machine problems took the machine down for weeks at a time and we would have to move all production to the Digimasters. (Remember what I said about redundancy?)
Océ Copypress Technology Redux
In 2008 Océ launched a new production press, the 6250, which looked like it might be perfect for printing monochrome book pages. Besides utilizing an upgraded version of Océ’s Copypress technology that we were familiar with from the 3165, it was the world’s first perfecting digital monochrome press. In printing parlance, a “perfector” is a press that prints both sides of the paper simultaneously. We looked at samples and they still printed somewhat light, especially compared to our Digimasters, but the potential productivity of the perfecting technology made it worth testing. We put one on our production floor on a trial basis. Unfortunately, it didn’t actually work, due to immature software and other teething problems. We returned the machine and acquired more Digimaster presses.
Digimaster End of Life
By 2013, Kodak had gone through severe downsizing as digital photography—which was actually invented by Kodak—ate away their core film business. Canon, a Japanese company, bought Océ, a Dutch company, which meant that they didn’t want to push or support the Digimaster platform because it was in competition with Océ products. As a result, at contract renewal time Digimaster click charges went way up. Also, our IBM 4100 was at the end of its life. It was time again to go shopping, but this time we had the task of replacing our entire monochrome printing capacity—one 175′ a minute rollfed press and five sheetfed presses—all at once!
We looked at various ways of continuing to operate the Digimasters. We looked at roll-fed alternatives to the IBM 4100. And we did a serious investigation of inkjet presses, but they still had quality issues and were too expensive to buy two for the required redundancy.
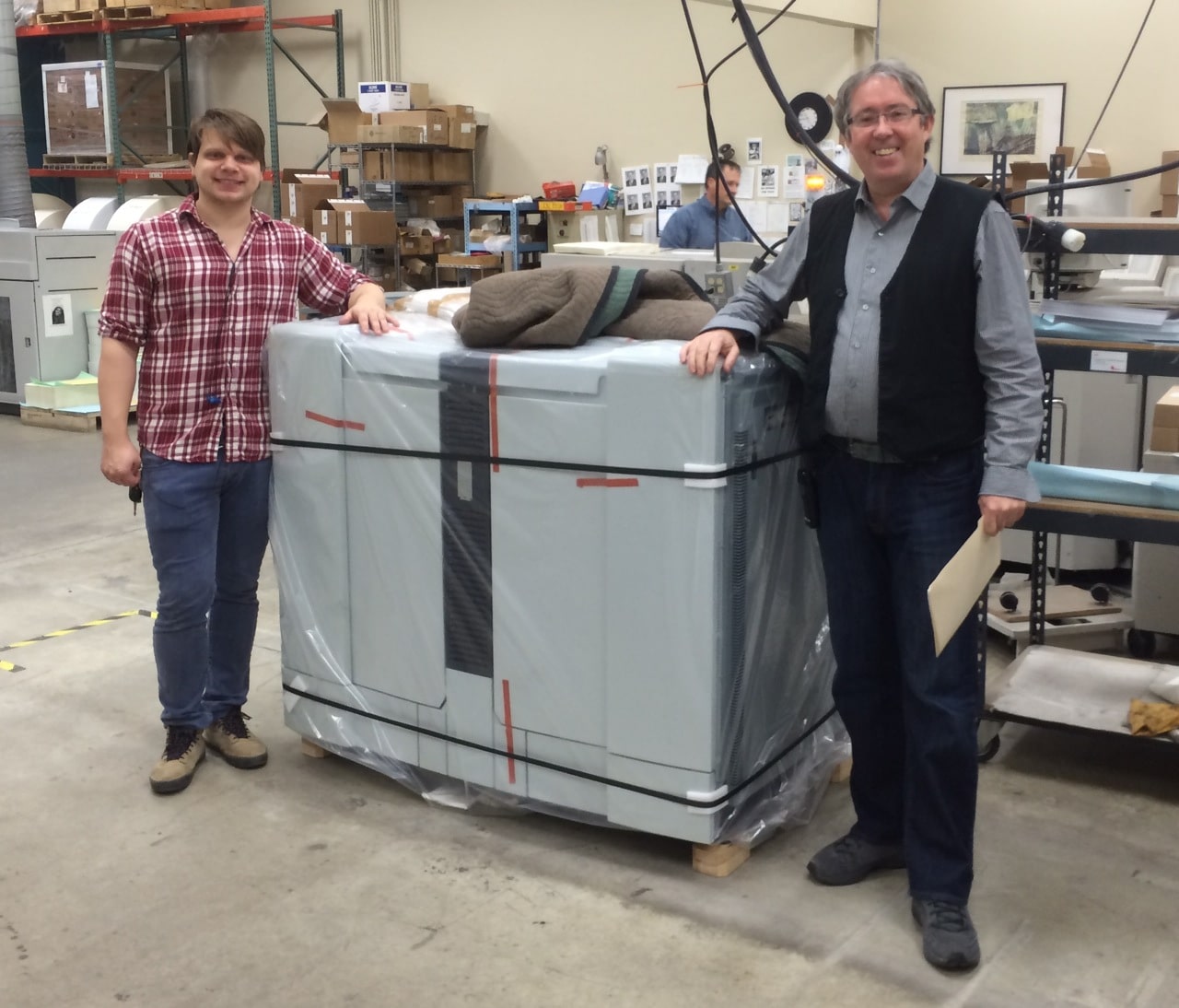
The perfecting unit of our first Océ 6320 high speed monochrome press. On the left is David Bilotta, Pressroom Supervisor; on the right, Dieter Slezak, Operations Manager.
Dieter Slezak, our operations manager, took another look at the Océ 6000 platform. It had matured tremendously since 2008, and its superior technology meant that the click charges could be lower than the aging Digimaster platform. Importantly, they had also figured out how to make it print darker than the old Copypress presses. Overall, the output from the Océ 6000 series is the best we have seen on a monochrome digital press. We acquired four Océ 6320s, the fastest models, which replaced the 4100 and the five Digimaster presses.
The Océ 6320 is likely the ne plus ultra of digital monochrome toner-based presses, as all the manufacturers have turned their R&D efforts to inkjet.
High-speed Inkjet
We have been hearing for sometime now that inkjet is the future for high volume digital printing applications, and indeed it has made big inroads in certain applications such as color textbooks, where quality requirements are not as high as for the kinds of books we print. As mentioned above, current monochrome inkjet presses couldn’t match the Océ 6320s for our print volumes and quality requirements. Nonetheless, the technology is improving year by year. When it is time to replace the Océs, we expect that inkjet will be comparable. And we’ll go shopping again.
Need a printing quote or more information?
I’d be happy to answer questions—you can contact me via email. I welcome any feedback, including that pointing out my errors! You can request a printing quote here.
Don Leeper is founder and CEO of Bookmobile, which has provided design, printing, eBook and distribution services for book publishers since 1982.